 English
English
 русский
русский
 Français
Français
 Español
Español
 عربى
عربى
 Indonesia
Indonesia






Electrolyte Beverages Processing Production Line Factory
-- Steady & Reliable Manufacturer --
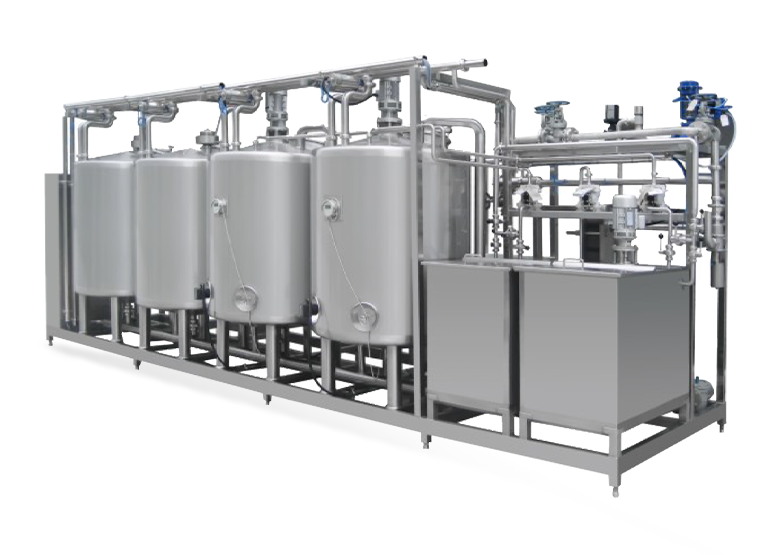
Product Overview
Our Electrolyte Beverages Processing Production Line is purpose-built for the growing sports hydration and functional beverage category. The line is designed to handle the precise dissolution, blending, and stabilization of mineral salts — sodium, potassium, magnesium, calcium, and chloride — alongside sugars, organic acids, vitamins, and natural flavors to produce isotonic, hypotonic, or hypertonic electrolyte drinks at industrial scale. The complete turnkey system covers RO water treatment, ingredient dissolution, pasteurization, hot-fill or cold-fill packaging, and full CIP cleaning. With capacities from 1,000 L/h to 20,000 L/h and compliance to CE and ISO 9001 standards, it is the ideal solution for sports drink brands, private label manufacturers, and functional beverage co-packers worldwide.






Technical Specification Sheet
| Parameter | Detail |
|---|---|
| Processing Capacity | 1,000 L/h – 20,000 L/h (customizable) |
| Sterilization Method | HTST pasteurization (85–90°C, 30 s); hot-fill (85°C) or tunnel pasteurization options |
| Mineral Salt Dissolution | Dedicated warm-water dissolving vessels with agitators for sodium chloride, potassium chloride, magnesium sulfate, calcium lactate, etc. |
| Osmolarity Range | 200–400 mOsm/kg (isotonic approx. 270–330 mOsm/kg); adjustable by recipe |
| pH Adjustment System | Inline citric acid / sodium citrate dosing with online pH meter 0.05 accuracy |
| Water Treatment | Multi-stage RO + deionization + UV sterilization + degassing |
| CIP Cleaning System | Fully automatic; mineral-scale-inhibiting cleaning protocols |
| Filling Formats | PET bottles (330–750 ml), HDPE sports bottles, aluminum cans, glass bottles |
| Wetted Parts Material | SS 316L; seals in food-grade EPDM or PTFE |
| Certification | CE, ISO 9001, NSF/food-grade sanitary design |
Key Features
- Dedicated mineral salt dissolution system handles the low solubility and corrosive nature of electrolyte salts in separate, temperature-controlled dissolving vessels, preventing crystallization and ensuring complete dissolution before blending.
- Inline pH metering and automated citric acid/sodium citrate dosing maintains product pH within 0.05 of target throughout production, ensuring flavor consistency, mineral stability, and regulatory compliance.
- Online osmolarity management through precise ingredient ratio control produces isotonic (270–330 mOsm/kg), hypotonic, or hypertonic formulations to recipe specification without manual adjustment.
- High-grade SS 316L wetted parts and PTFE/EPDM seals resist the corrosive effects of chloride-containing mineral salts, delivering long equipment service life without pitting or leaching.
- Full PLC automation with recipe management stores up to 100 electrolyte beverage formulations, enabling instant recipe recall and rapid changeover between sports drink variants.
Process Flow
- Water Treatment: Source water is processed through multi-stage sediment filtration, activated carbon filtration, reverse osmosis membranes, deionization, UV sterilization, and vacuum degassing — removing all dissolved minerals, chlorine, and microorganisms to produce a neutral, mineral-free base water that prevents interference with the precisely controlled electrolyte addition downstream.
- Mineral Salt Dissolution: Each electrolyte salt (sodium chloride, potassium chloride, magnesium sulfate, calcium lactate or calcium gluconate) is dissolved individually in warm RO water in separate dedicated stainless steel dissolving vessels with motorized agitation, then filtered and combined into a concentrated mineral premix at the correct ratio for the target osmolarity specification.
- Ingredient Blending: The mineral premix is combined with dissolved sugars or sweeteners, citric acid (for pH adjustment and tartness balance), sodium citrate (as a pH buffer), natural flavors, colorants, and any vitamin additions in a central stainless steel blending vessel under controlled temperature and nitrogen protection.
- Pasteurization: The blended electrolyte beverage is pasteurized via a plate heat exchanger at 85–90°C for 30 seconds to ensure full microbiological safety and commercial shelf stability, while the short exposure time minimizes flavor degradation and vitamin loss.
- pH & Brix Final Verification: An inline refractometer continuously measures Brix (dissolved solids) and a calibrated inline pH electrode verifies the pH against recipe specification before the product stream proceeds to the filler. Out-of-specification batches are automatically diverted for correction or rejection.
- Hot-Fill or Cold-Fill Packaging: For hot-fill, product is filled at 85°C into PET or HDPE containers, which are inverted for 30 seconds to sterilize the headspace, then conveyed through a tunnel cooler to ambient temperature. For cold-fill, the product is chilled to 20–25°C and filled in a hygienically controlled positive-pressure filling environment into pre-sterilized containers.
Competitive Benefits
- Precise Electrolyte Delivery: Load-cell-controlled mineral salt dosing achieves 0.5% dosing accuracy across all electrolytes, ensuring each bottle delivers the exact label-declared milligrams of sodium, potassium, and magnesium — a non-negotiable requirement for sports nutrition regulatory claims and consumer trust in the category.
- Full Osmolarity Range from One Platform: Recipe-based PLC control enables the same line to produce isotonic sports drinks (270–330 mOsm/kg), hypotonic hydration beverages (below 270 mOsm/kg), and hypertonic recovery or endurance drinks (above 330 mOsm/kg) without any hardware modification — maximizing product portfolio breadth from a single capital investment.
- Corrosion-Resistant Construction for Long Service Life: All product-contact surfaces are constructed from SS 316L with molybdenum-enhanced chloride resistance, with PTFE and food-grade EPDM seals and gaskets selected specifically for long-term compatibility with sodium and potassium chloride solutions, preventing pitting, leaching, and premature equipment failure.
- Fast Multi-SKU Changeover: PLC recipe management combined with automatic CIP enables complete changeover between different electrolyte drink SKUs — for example, from a citrus isotonic to a berry hypotonic variant — in under 45 minutes, supporting flexible, agile manufacturing for multi-brand and private label operations.
- Growing Market with Built-In Scalability: The global electrolyte beverage market is one of the fastest-growing functional drink segments. Our line is designed with a clear scale-up path from 1,000 L/h to 20,000 L/h by adding parallel processing modules, protecting your initial capital investment as brand volume and distribution expand.

