 English
English
 русский
русский
 Français
Français
 Español
Español
 عربى
عربى
 Indonesia
Indonesia






Yogurt Fermentation Production Line Factory
-- Steady & Reliable Manufacturer --
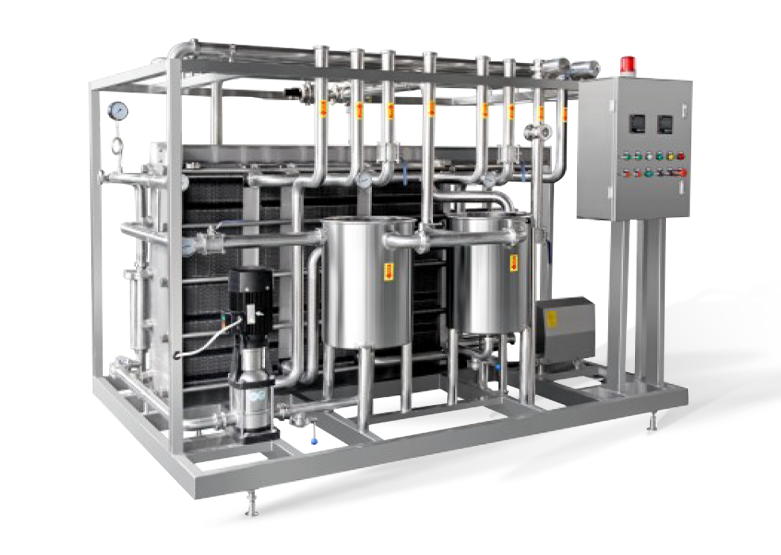
Product Overview
Our Yogurt Fermentation Production Line is a full-process, automated solution for manufacturing set yogurt, stirred yogurt, Greek yogurt, and flavored probiotic drinks. Starting from raw milk reception and pasteurization through precise temperature-controlled fermentation, rapid cooling, flavoring, and hygienic filling, the line is engineered to deliver consistent texture, stable acidity, and active probiotic count in every batch. Built from food-grade SS 316L and controlled by PLC automation, the line meets GMP, CE, and ISO 9001 standards, and is configurable for capacities from small artisan dairies to large-scale industrial yogurt manufacturers producing tens of thousands of liters per day.
Single Machines






Technical Specification Sheet
| Parameter | Detail |
|---|---|
| Processing Capacity | 500 L/h – 20,000 L/h (batch or continuous) |
| Pasteurization Temperature | 85–95°C, holding 15–30 minutes (whey protein denaturation for gel structure) |
| Homogenization Pressure | 150–200 bar (two-stage) |
| Fermentation Temperature | 40–45°C, controlled to 0.5°C in jacketed tanks |
| Fermentation Time | 4–8 hours (set yogurt); 3–5 hours (stirred, tank fermentation) |
| Starter Culture | L. bulgaricus + S. thermophilus (standard); additional probiotic strains optional |
| Post-Fermentation Cooling | Rapid cooling to 4–8°C to halt microbial activity |
| Fermentation Tank Material | SS 316L, fully jacketed with insulation; CIP-able |
| Applicable Products | Set yogurt, stirred yogurt, Greek yogurt, flavored yogurt, probiotic drinks |
| Certification | CE, ISO 9001, GMP-compliant |
Key Features
- Precision-jacketed fermentation tanks maintain fermentation temperature within 0.5°C, ensuring consistent acidity development, gel structure, and active probiotic count in every batch.
- Higher pasteurization temperature (85–95°C) denatures whey proteins to improve yogurt body, reduce syneresis (whey separation), and extend product shelf life — a key process distinction from standard milk pasteurization.
- Sterile starter culture dosing system injects measured amounts of live bacterial cultures directly into cooled milk under aseptic conditions, preventing contamination and ensuring stable culture performance batch after batch.
- Post-fermentation fruit feeder and flavoring system adds fruit preparations, sugar syrups, and natural flavors inline before filling, supporting a wide variety of flavored yogurt SKUs from a single line.
- Modular configuration supports both set yogurt (fermentation in final packaging) and stirred yogurt (tank fermentation before filling) on the same base platform.
Process Flow
- Raw Milk Reception & Storage: Raw milk is quality-tested on arrival, filtered to remove impurities, and chilled to 4°C in SS 316L insulated storage tanks. Milk solids content is verified to be at or above 11.2% — the minimum required for a firm, stable yogurt gel structure.
- Standardization & Ingredient Blending: Fat and protein levels are standardized to recipe targets. Additional skim milk powder, sugar, stabilizers (pectin, starch), and prebiotic fibers are dissolved and blended into the milk base under controlled agitation.
- Homogenization: Milk is preheated to 60°C and homogenized at 150–200 bar through a two-stage high-pressure homogenizer to break fat globules, create a smooth uniform base, and prevent cream separation during the extended fermentation period.
- High-Temperature Pasteurization: Milk is heated to 85–95°C and held for 15–30 minutes. This elevated temperature not only destroys spoilage organisms but also denatures whey proteins — a critical step that significantly improves yogurt body, reduces syneresis (whey separation), and increases viscosity.
- Cooling & Inoculation: Pasteurized milk is cooled to 42–45°C and live starter cultures (Lactobacillus bulgaricus and Streptococcus thermophilus, plus optional probiotic strains) are aseptically dosed into the cooled milk via a calibrated sterile dosing system.
- Fermentation: Inoculated milk is held in jacketed stainless steel fermentation tanks at 42°C for 4–8 hours. Inline pH sensors monitor the acidification curve; fermentation is halted by cooling when the target pH of 4.2–4.6 is reached.
- Cooling, Flavoring & Filling: Fermented yogurt is rapidly cooled to 4–8°C to lock in texture and probiotic activity. Fruit preparations, flavors, or sweeteners are added via an inline dosing system before the product is filled into cups, bottles, or pouches under hygienic conditions.
Competitive Benefits
- Consistent Probiotic Activity: Precise fermentation temperature control within 0.5°C and rapid post-fermentation cooling lock in active probiotic counts batch after batch, supporting functional health claims and meeting label-declared CFU requirements throughout the product shelf life.
- Multi-Yogurt Type Flexibility: Set yogurt, stirred yogurt, drinking yogurt, Greek-style (strained) yogurt, and flavored probiotic beverages can all be produced on the same platform by switching between pre-stored PLC recipe programs — maximizing SKU breadth from a single capital investment.
- Reduced Syneresis: The combination of optimized homogenization pressure and high-temperature pasteurization (85–95°C) significantly reduces whey separation in the finished product, delivering a consistently thick, smooth texture that extends shelf appeal and reduces consumer complaints.
- Rapid Flavor & Fruit Integration: The inline fruit feeder and precision flavor dosing system eliminates manual batching, reduces cross-contamination risk, and enables rapid changeover between different flavored SKUs — from plain yogurt to strawberry, blueberry, or mango variants — in under 30 minutes.
- Low Labor Requirement: Full PLC automation with automatic CIP reduces the total skilled labor requirement to one or two operators per shift, significantly lowering the per-liter cost of production versus semi-manual dairy processing plants.

